Erik S
Well-known member
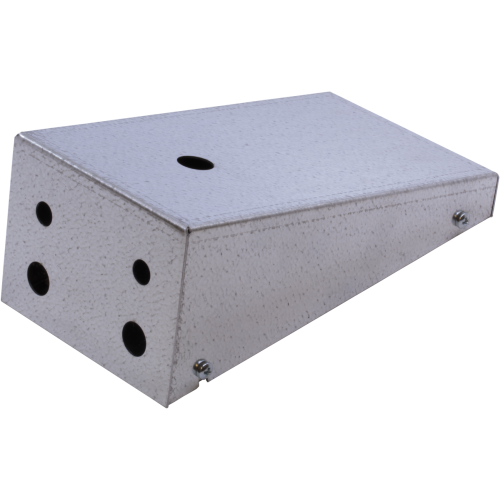
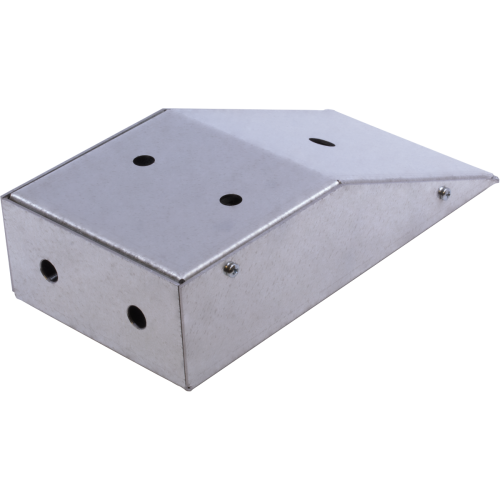
Looks like the upper piece on that brake should have some adjustment front to back to adjust the radius a little.
You can sometimes run into problems if it's set up for a tight bend on thin sheet steel, and you put some thick aluminum in, it will try to shear it and you'll have a deep depression in the bottom of your bend and the material will be weaker there. Hard to tell from your photo, but you might have a little of that going on in the lower bend? The upper bend looks fine, might just be a weird shadow I'm seeing on the lower one. Other than that, as long as you like the look of the radius, and you can adjust your cad model to match, you should be good.
You can sometimes run into problems if it's set up for a tight bend on thin sheet steel, and you put some thick aluminum in, it will try to shear it and you'll have a deep depression in the bottom of your bend and the material will be weaker there. Hard to tell from your photo, but you might have a little of that going on in the lower bend? The upper bend looks fine, might just be a weird shadow I'm seeing on the lower one. Other than that, as long as you like the look of the radius, and you can adjust your cad model to match, you should be good.
.jpg")
.jpg")
.jpg")